

回轉窯配件齒圈是由鑄造鋼坯加工而成,在生產加工過程中時常出現由于熱處理不到位或其他原因使齒圈加工后產生變形。為此在安裝前應把大齒圈在地面組對起來,檢查變形及變形量,然后根據變形量進行調整,合格后方能吊裝使用。
一、大齒圈吊裝前的準備
①用專用螺栓把彈簧板按方向和編號組對到已經清洗、檢查合格或經調整合格的大齒圈上;
②在把緊彈簧板與大齒圈的連接螺栓之前,須在螺栓一端上的墊圈與彈簧板的軛板之間加入0.3mm的墊片,再擰緊螺母,而后沿著槽形螺母的槽在螺栓上鉆孔,穿入開口銷,最后去掉墊片。
③用8#鐵絲將彈簧板處于自由狀態的另一端按正確方向捆綁在齒圈上;
④檢查筒體與彈簧板基礎的部位有無縱向焊接,如有縱向焊縫存在,必須打磨平整,焊縫不得高于筒體表面。焊縫打磨的長度應當大于彈簧般的寬度,約100mm。
二、大齒圈的吊裝
①用吊車吊起大齒圈的下半圈,扣在窯筒體上劃出大齒圈橫向中心線的位置,再用鋼絲繩把它捆綁在窯筒體上;
②用卷揚機通過鋼絲繩盤轉窯體,使扣在筒體上方的半個大齒圈轉到正下方,在齒圈下面敷設道木,除去捆綁的鋼絲繩,讓這半個齒圈落到道木上;
③吊起另半個齒圈,按組對記號扣到前半個齒圈的上邊;
④上、下兩個半齒圈對正,穿上對口螺栓并把緊;
⑤拆掉捆綁彈簧般的鐵絲,使彈簧板附著在筒體上;
⑥用千斤頂把大齒圈的橫向中心位置調整到與窯筒體劃出的齒圈橫向中心位置。
三、大齒圈找正
大齒圈的找正就是找大齒圈的軸向偏擺和徑向偏擺,經過檢查調整使大齒圈的軸向跳動和徑向跳動都保持在規范要求之內。
1、技術要求
①大齒圈接口處的周節偏差最大不超過01.005M(M—模數);
②大齒圈的橢圓度不得超過0.004D(D—大齒圈的節圓直徑);
③大齒圈組對后,兩半齒圈接合處應緊密貼合,用0.04m塞尺檢查,塞入區域不得大于周邊的1/5,塞入深度不大于10mm;
④大齒圈的徑向偏差≯1.5mm;
⑤大齒圈的軸向偏差≯1mm;
⑥大齒圈與相鄰輪帶的橫向中心線位置偏差≯3mm。
2、大齒圈找正的方法及步驟
有兩種形式:一種是用分體調整支架進行調整,徑向調整的工具與軸向調整的工具分開制作;另一種是將調整徑向的工具和調整軸向的工具制作成一整體的調整架。
用分體調整支架的方法和步驟:
①用鋼皮尺或劃規將大齒圈8等分,并作處記號。
②在每個等分點的位置,大齒圈與窯筒體之間放一徑向調整支架,讓支架跨在彈簧板的上方,并將其電焊在與窯筒體上,在支架的兩立板之間的平板上放千斤頂,頂住大齒圈輪轂的內徑;在大齒圈輪轂兩個側面相對各放置一調整大齒圈軸向偏擺的支架,與窯筒體焊在一起,兩支架的內壁距大齒圈內緣的端面約20-30mm。
③用徑向調整支架上的螺栓調整大齒圈軸向位置,用千斤頂調整大齒圈的徑向位置。
④在大齒圈的下方安置一塊千分表用來測大齒圈的徑向跳動。
⑤在大齒圈的兩側各安置一塊千分表,用來測量大齒圈的軸向跳動。
⑥用卷揚機通過滑輪組盤動窯筒體轉動,觀測每個等分點處大齒圈的徑向和軸向跳動,并記錄。
⑦根據記錄,用千斤頂和擋塊頂絲調整大齒圈的位置,直至達到規范要求。
用組合調整支架找正的方法和步驟:
①把大齒圈按圓周四或八等分,并在大齒圈上劃出等分記號。
②按大齒圈圓周四或八等分,在大齒圈輪轂內徑與窯筒體之間安置組合調整支架,并將調整支架與窯筒體電焊。
③用徑向調整螺栓調整大齒圈的徑向偏擺;用軸向調整螺栓調整大齒圈的軸向偏擺。
以后的步驟和方法與用分體調整支架找正的方法與步驟一樣。
四、大齒圈的鉚接
大齒圈找正,經檢驗合格后,即可進行鉚接。
1、將彈簧板與筒體貼緊并電焊到筒體上。
用相適應的手提電鉆鉆孔,鉆一個孔穿入一條螺栓且把緊,鉆孔后復查,再盤動窯體檢查大齒圈的跳動量,如果跳動量超常,必須再進行調整,達到要求為止。
2、用鉸刀鉸孔,孔徑加工偏差為+1mm,鉸孔時應當拆一條螺栓鉸一個孔,鉸完后再馬上穿入螺栓并把緊。
3、鉚接。鉚釘加熱溫度應控制在1000-1100℃,即鉚釘呈淡黃色。鉚釘入孔前應將氧化皮敲掉,鉚釘要一次鉚好,鉚釘桿要填滿釘孔,用小錘敲擊檢查釘頭,不許有絲毫跳動,外觀檢查應當符合《鋼結構工程施工及驗收規范》。
五、傳動小齒輪安裝
1、以回轉窯縱向中心線及與大齒圈相鄰的托輪組橫向中心線為基準,用鋼皮尺、鋼板尺、劃規等,按圖中給出的尺寸劃出小齒輪、小齒輪軸承座、主減速機、主電動機的縱、橫中心線,同時劃出輔助減速機、輔助電機的縱、橫中心線。
2、根據各自的縱、橫中心線檢查地腳孔的位置,并確定墊鐵的位置。
3、在確定的墊鐵位置上做水泥砂漿墩。
4、在砂漿墩強度達到70%以上時,將已清洗好且按設計要求將潤滑脂添加到位的小齒輪軸承座及小齒輪吊裝到位,穿上地腳螺栓。
5、小齒輪粗找正:用千斤頂、手錘、撬棍、墊鐵等,調整小齒輪的高度、中心位置斜度,使小齒輪達到:
①小齒輪的橫向中心與大齒圈的橫向中心相平行且錯開一距離,其距離是筒體上大齒圈與同基礎輪帶之間的熱膨脹量;
②通過斜度規和方水平在小齒輪軸上檢查其斜度;
③用直角尺、鋼板尺、線墜等通過中心標板及劃出的中心線檢查小齒輪的中心位置,小齒輪的軸向中心線應與窯的縱向中心線平行,允許偏差不得大于2mm。
6、小齒輪軸承座地腳螺栓灌漿、養護。
7、小齒輪二次找正:
①用塞尺和壓鉛法測量齒輪副的頂隙或側隙,齒頂隙一般為0.25mn+(2-3mm);mn為模數;
②用著色法檢查大小齒輪的接觸點,在小齒輪齒面上涂上層薄薄的紅丹,開啟卷揚機通過滑輪組盤動窯體,帶動大齒圈轉動,大齒圈在與小齒輪嚙合后,大齒圈的齒面上留下了接觸的痕跡,要求大小齒輪齒面的接觸斑點沿齒長不少于50%,沿齒高不少于40%;
③如檢測結果未達到上述要求,可通過調整墊鐵或移動軸承座來達到;
④找正合格后,作出記錄,并把墊鐵焊在一起;
⑤在大、小齒輪齒面處涂一層潤滑脂;

⑥把緊地腳螺栓(應當注意檢查小齒輪的水平度以及大小齒輪的嚙合有無變化,如有變化,必須及時調整過來)。
六、主減速機的安裝
1、在養護期滿的砂漿墩上放置墊鐵,一塊平墊鐵在下面,兩塊斜墊鐵在上面,用水準儀、塔尺檢測標高,通過調整使所有墊鐵標高達到設計要求后,將主減速機吊到墊鐵上,穿入地腳螺栓。
2、通過線墜檢查減速機的中心位置,用千斤頂、撬棍等將其調正(即與基礎上劃出的中心線一致)。用斜度規、水平儀和水準儀測量減速機的水平度和標高,用千斤頂、撬棍、墊鐵進行調整。在主減速機輸出軸的半聯軸器上安置兩塊磁力千分表座,并卡上千分表,表針分別與小齒輪軸上的半聯軸器外圓周接觸,盤動減速機,以小齒輪為基準,檢查減速機與小齒輪軸的同軸度,要求:0.2mm。
3、把聯軸器沿圓周四等分,用鋼板尺在等分點處檢查兩半聯軸器的端面間隙,要求:按圖紙要求為準,圖紙無要求見驗收規范。
4、用千斤頂、撬棍、手錘、墊鐵,把減速機調整到技術要求范圍內。
5、主減速機地腳螺栓孔灌漿。
6、養護期滿后,再用千分表和鋼板尺檢查有無變化,如有變化還用原方法調整至技術要求范圍內。
七、主電動機安裝
1、在每組砂漿墩上放一塊平墊鐵,兩塊斜墊鐵,并按標高操平。
2、把主電機吊放到墊鐵上,穿上地腳螺栓。
3、主電機找正,方法、要求和主減速機相同,檢驗合格,作出記錄,方可灌漿。
4、主電機地腳螺栓孔灌漿及養護。
5、主電機二次找正。
八、輔助傳動安裝
1、將輔助減速機吊到已放好墊鐵的混凝土砂漿墩上,穿上地腳螺栓。
2、以主減速機輸入軸的另一端為基準找正輔助減速機,主減速機的輸入軸與輔助減速機輸出軸的同軸度為0.2mm,聯軸節的端面間隙按圖紙給出的要求執行。
3、找正后,經驗收合格,作出記錄。
4、地腳螺栓灌漿及養護。
5、二次找正。
九、輔助電動機安裝
1、把輔助電機吊放到已安置好墊鐵的砂漿墩上,穿入地腳螺栓。
2、一輔助減速機的輸入軸為基準找正,要求:輔助電動機的中心線與輔助減速機輸出軸中心線的同軸度為0.2mm,端面間隙按圖紙要求。
3、找正后,經驗收合格,作出記錄。
4、地腳螺栓灌漿及養護。
5、二次找正。
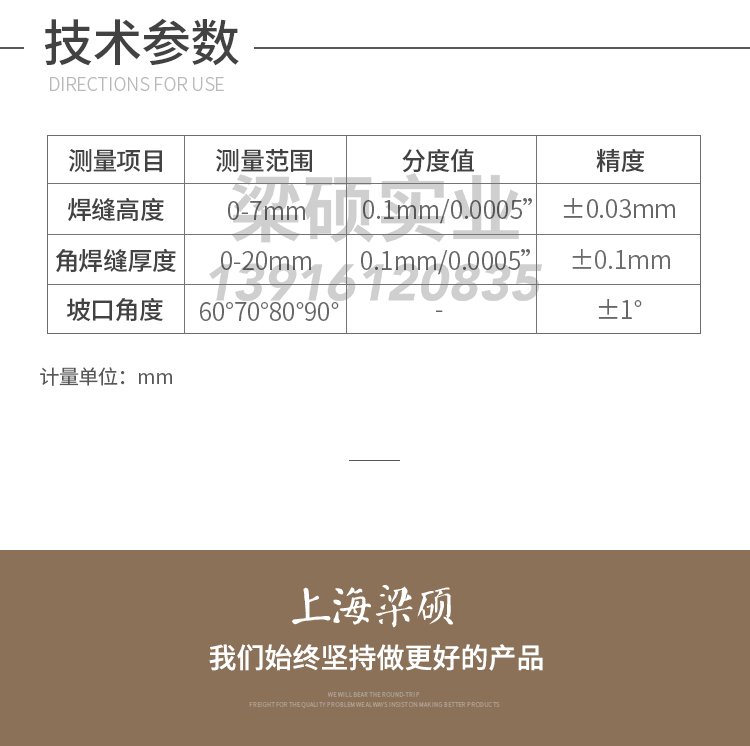
轉載請注明來自夕逆IT,本文標題:《焊縫檢驗尺HJC40焊接檢驗尺焊縫規焊縫尺焊接尺》
 京公網安備11000000000001號
京公網安備11000000000001號 京ICP備11000001號
京ICP備11000001號
還沒有評論,來說兩句吧...